いつも大変お世話になっております。
下記日程の間、夏季休業となりますのでご注意ください。
休業期間:令和4年8月11日(木)~令和4年8月16日(火)
営業開始:令和4年8月17日(水)~(通常営業となります)

いつも大変お世話になっております。
下記日程の間、夏季休業となりますのでご注意ください。
休業期間:令和4年8月11日(木)~令和4年8月16日(火)
営業開始:令和4年8月17日(水)~(通常営業となります)
取引先各位
いつも大変お世話になっております。
下記日程の間、夏季休業となりますのでご注意ください。
休業期間:令和3年8月12日(木)~令和3年8月16日(月)
営業開始:令和3年8月17日(火)~(通常営業となります)
弊社では、小さいサイズから大きいサイズのねじも取り扱いしております(^^♪
本日ご紹介のボルトは、
10.9 六角半ボルト M42×900


1メートル近くもあるボルトになります。
こういった市場にあまり出回っていないサイズも取り扱っておりますので、ぜひお問い合わせください!(^^)!
皆様ご無沙汰しております🙇
いつのまにか春が過ぎてほぼ夏ですね・・・(5/14の最高気温は30℃です😂)
早速、タイトルの件ですがイカツイ奴が出来上がったので公開します(^^)v
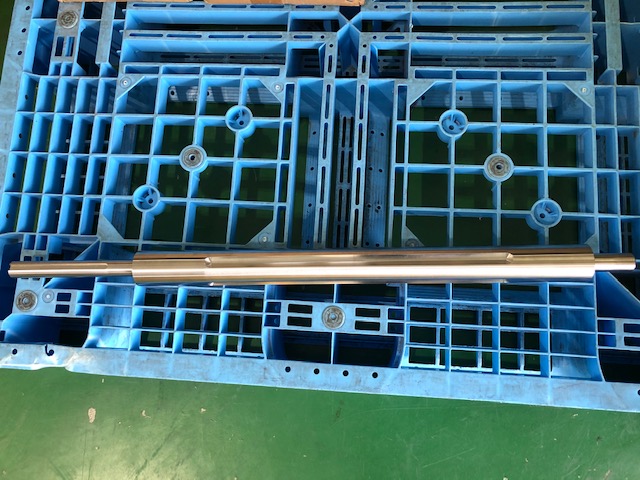

 SUS316の丸棒から全面を挽いて有るので光沢が凄いんです🤩
SUS316の丸棒から全面を挽いて有るので光沢が凄いんです🤩
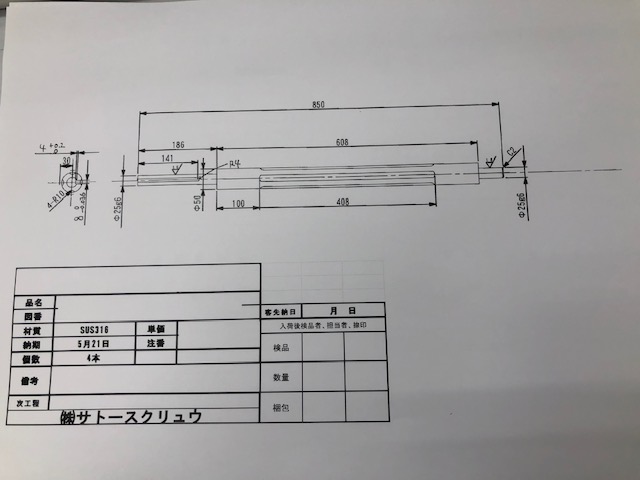
他にも、R溝がビタ90度間隔で彫られていたり、その溝と同軸上に有るキー溝など職人様の技術力が見える逸品なんです!!
併せて図面を見て頂けるとより凄さがわかると思います🤩
そして、次回!ようやくCNC旋盤の組み立てに進展が・・・
めちゃくちゃ時間が掛かってしまってすみません🙇近日中にこちらも近況を報告いたします😂
こんにちは!(^^)!
お久しぶりの登場になってしまいました(*_*;
新年のご挨拶をしてから、もう二ヶ月が経っていてびっくり(*_*;
気温もだいぶ上がって朝晩は冷えますが、お昼はポカポカ暖かい日も出てきましたね♪
今、弊社入り口の花壇に新しいお花たちが仲間入りしましたが、まだ蕾なので写真は次回にでも載せたいと思います(*^▽^*)
花粉症で目と鼻はむずむずしますが、お花があると癒されますね☺
早く咲いてほしいなぁ~(^^♪
ご無沙汰しております🙇
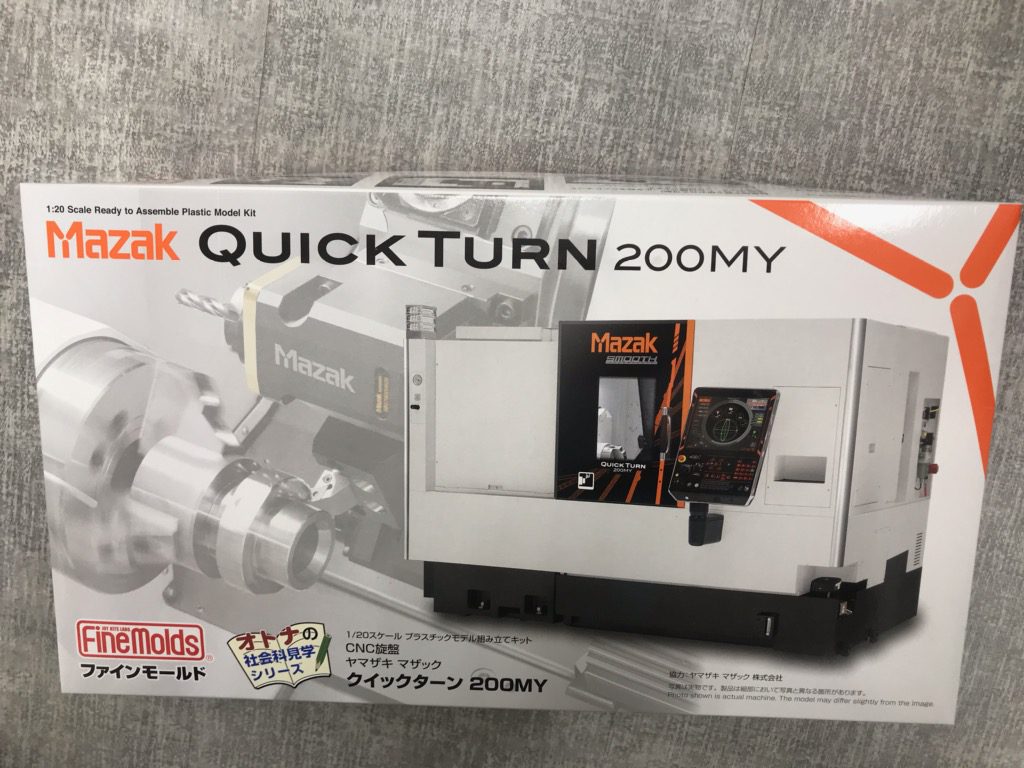
タイトルの通り、CNC旋盤をつくります!ドヤッ
といっても本物ではなくプラモデルです^^;昨年の発売に合わせて買ったものの箱のままだったのでこれから組み立てていきます🙄

・・・次回、袋から出して組み立てていきます😂
仕事の合間を縫って組み立てるのでご容赦を・・・🙇
皆様、あけましておめでとうございます。
旧年中は格別のお引き立てをいただき、誠にありがとうございました。
今後とも変わらぬご愛顧を賜りますようお願い申し上げます。
今日は中の人が違います!当ブログでは初めまして!「tやん」です(^^)v
昨年までは営業をしておりましたが、2021年より社内で業務をする事になり念願のブログデビューを果たしました😂
今後、当社がどんな会社なのか。どんな事をしているのか。など発信できたらと思います。
取り急ぎ、本日は新年のご挨拶でした!
当社とtやんを宜しくお願いいたします(^^)
お客様・仕入先様各位
今年も一年大変お世話になりました。
本日、12月28日PMより年末年始の休暇とさせて頂きます。
年始の営業は1月5日からとなりますので、ご了承ください。
皆様、よいお年をお迎えください。
いつもお世話になっております。
年末年始の営業ですが、下記日程となります。
~12/28(月)AMまで営業
12/28PM(月) 大掃除
12/29(火)~1/4(月)休業
1/5(火)~ 通常営業
上記日程となりますので、ご了承下さい。
こんにちは!(^^)!
皆様いかがお過ごしでしょうか?(^^)
だいぶ気温が下がって寒いと感じる日が多くなってきたな~と思っていたら、ここ最近の気温が20度越えばかりで、あまり秋っぽくない日が続いてますね(‘_’)
あと一ヶ月ちょっとで年末とは思えない…(*_*;
今年は子どもの運動会もなく、会社の慰安旅行も新型コロナウィルスでなくなってしまったので、来年こそは、イベント事が出来るといいな~(*´▽`*)
————————————————————–
今週末、祝日がある為、三連休(11/21~11/23)となりますので、ご入用の商品がある場合はお早めにご注文宜しくお願い致します!(^^)!